




PRESSA 12 TON FRATELLI MILANO MOD. MFI-EL-12TCNC-001









PRESSA 12 TON FRATELLI MILANO MOD. MFI-EL-12TCNC-001
Contattaci per il prezzo
Posizione:Lombardia, Italia
Descrizione
cod.1181
L'IMPIANTO AUTOMATIZZATO E' COMPOSTO DA GRUPPI INTEGRATI TRA LORO CHE
COMPONGONO TUTTO IL SISTEMA ,ED E' COMPOSTO DA:
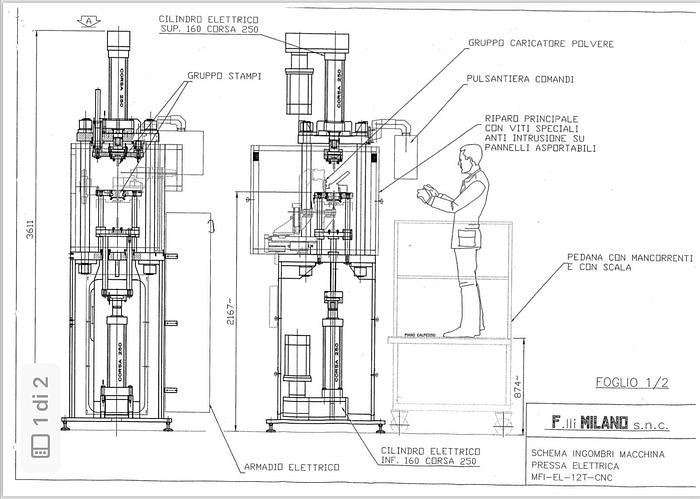
- PRESSA VOLUMETRICA 12 TONNELLATE AD ASSI ELETTRICI
- GRUPPO DI LAVORAZIONE DI SVASATURA CON SLITTE DI PRECISIONE
- GRUPPO AUTOMATICO DI SPAZZOLATURA E SOFFIATURA PEZZO
- GRUPPO MANIPOLATORE PEZZI STAMPATI
- PEDANA CON SCALA
- DESCRIZIONE PRESSA VOLUMETRICA 12 TONNELLATE AD ASSI ELETTRICI
è composta da:
- Basamento in robusto elettrosaldato appoggiato al piano terra,con apertura lato
operatore chiusa con riparo fisso, apertura lato posteriore chiusa con riparo fisso.
- N° 4 colonne di s o s t e g n o avvitate e centrate tra basamento e coperchio di chiusura e
sostegno gruppo cilindro elettrico di pressaggio superiore.
- Coperchio di chiusura e sostegno gruppo cilindro elettrico in robusto
elettrosaldato, con 4 fori di centraggio e sostegno colonne ,e centraggio per cilindro
elettrico di pressaggio con potenza di 12,5 tonnellate max, corsa 250 mm. con motore
CN e riduttore. Attaccato allo stelo del cilindro è avvitata una flangia, poi una
controflangia portapunzone La controfiangia si smonta solo per il cambio stampo
punzone. Sulla flangia avvitata a stelo cilindro elettrico è avvitata una piastra dove
sono montate due barre calibrate di antirotazione e scorrimento,e centrate sulla
struttura basamento con boccole autolubrificanti.La piastra di scorrimento porta anche
il punzone superiore,tenuto da una flangia avvitata alla stessa.
La lettura del posizionamento del cilindro elettrico è gestita da encoder assoluto
montato sul motore CN che colloquia con tutto il sistema di gestione del CNC
- Il piano della piastra stampaggio che è fisso, dove è alloggiata la matrice stampo,è
fissata da n° 4 colonne calibrate che servono anche da scorrimento della piastra
portapunzone inferiore, ed il tutto forma il gruppo stampi.
Sul piano della piastra piano stampaggio scorre un gruppo caricatori polvere.
Il gruppo è composto da :piastra di carico polvere con anello in teflon tenuto a
contatto a piastra di scorrimento tramite molle, la piastra è fissata a sua volta su un
cursore che corre tramite boccole s u d u e barre che s o n o ancorate tramite supporto
alla piastra piano di scorrimento. Tutto il gruppo è movimentato tramite cilindro
pneumatico .Dalla piastra di carico polvere parte in tubo che va al bidone polvere
che è fissato con staffe sopra la Pressa.
All'interno del basamento macchina,sotto il piano pressa è montato un cilindro
elettrico che serve per il posizionamento camera di riempimento
polvere, stampaggio ed estrazione pezzo stampato.Il cilindro elettrico ha potenza di
12,5 tonnellate max, corsa 250 mm con motore CN e riduttore.
La lettura del posizionamento del cilindro elettrico è gestita da encoder assoluto
montato sul motore CN che colloquia con tutto il sistema di gestione del CNC
Il cilindro spinge una piastra di scorrimento con due barre guidate su boccole
all'interno del basamento,a sua volta le barre sono fissate alla piastra di scorrimento
che porta il punzone inferiore fino al filo piastra piano stampaggio.
- Inoltre per la formatura di alcuni particolari tipo boccole, anelli,ecc. c'è la possibilita'
di montare all'interno dello stampo inferiore o punzone una spina (stampo) fissa per
formatura foro del pezzo da stampare, che è avvitata ad un'asta regolabile
meccanicamente che passa attraverso al carrello mobile ed è avvitata al piano della
pressa.
- DESCRIZIONE GRUPPO DI LAVORAZIONE DI SVASATURA CON SLITTE DI
PRECISIONE ed è composto da :
-Gruppo di N° 3 slitte elettriche a CN per assi "X"- "y"- "Z" ad alta precisione +-0,003
comandate da motori Brushless CN e montate tra di loro come fosse un unico gruppo.
Il gruppo Slitte è fissato al piano basamento della Pressa.
- Il gruppo slitte porta un Elettromandrino composto da manipolo angolare a 90°, con
motore e relativa Centralina di gestione. L'Elettromandrino serve pe eseguire la
lavorazione meccanica di Svasatura del pezzo stampato che è all'interno della matrice.
-DESCRIZIONE AUTOMATICO DI SPAZZOLATURA E SOFFIATURA PEZZO
Il gruppo di Spazzolatura e Soffiatura pezzo è in blocco fissato alla piastra fissa della
Pressa, che porta n° 2 spazzole rotanti azionate da 2 motorini elettrici che servono per
spazzolare il pezzo stampato, ed inoltre tramite un soffio ad aria compressa il pezzo
viene pulito. Il pezzo da spazzolare e pulire è posizionato nella stazione o gruppo
tramite pinza attaccata al gruppo Manipolatore.
-DESCRIZIONE GRUPPO MANIPOLATORE PEZZI STAMPATI
- Basamento in elettrosaldato appoggiato al piano terra tramite piedini regolabili,e
avvitato e spinato al fianco della Pressa,e collegato elettricamente all'armadio elettrico
montato sulla Pressa.
-Gruppo di manipolazione di scarico pezzi stampati che li preleva da Pressa e li porta
sul vassoio in grafite ,composto da slitta elettrica verticale (asse Z), con braccio che
porta una pinza pneumatica che è montata su un blocchetto con attuatore rotante in
modo che la pinza gira di 180° per sollevamento pezzi stampati, slitta elettrica
orizzontale (asse X") che serve per portare i pezzi sul vassoio in grafite,depositandoli
ogni volta in posizione diversa ( ogni volta si sposta di un passo) per riempire il
vassoio. Tutto il gruppo è ancorato ad un supporto che a sua volta è ancorato al
basamento del Manipolatore
Specifiche
| Produttore | FRATELLI MILANO |
| Modello | MFI-EL-12T-CNC-001 |
| Anno | 2018 |
| Condizione | Usato |